
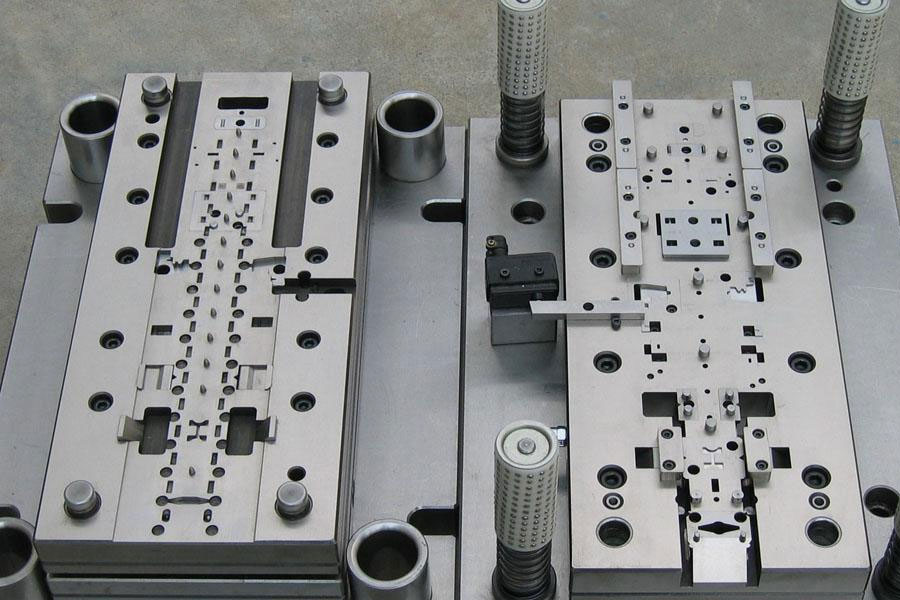
Kaedah Dan Langkah Reka Bentuk Stamping Die
Terdapat banyak jenis cetakan, yang boleh dibahagikan kepada:
- Acuan logam berdasarkan tujuan pemprosesan dan teknik pemprosesan.
- Memproses acuan metalurgi bukan logam dan serbuk.
Hari ini, editor membincangkan kaedah dan proses reka bentuk die stamping.
Analisis proses stamping bahagian stamping
Bahagian stamping mestilah mempunyai teknologi stamping yang sangat baik untuk menghasilkan bahagian stamping yang berkualiti dengan cara yang paling mudah dan paling ekonomik. Analisis proses bahagian stamping dapat diselesaikan mengikut kaedah berikut:
- Baca lukisan bahagian. Sebagai tambahan kepada bentuk dan ukuran bahagian, penting untuk memahami keperluan ketepatan bahagian dan kekasaran permukaan.
- Analisis sama ada struktur dan bentuk bahagian sesuai untuk proses stamping.
- Analisis sama ada pemilihan rujukan dan pelabelan skala bahagian-bahagian tersebut adalah wajar, dan adakah skala, orientasi dan ketepatan bentuk sesuai untuk proses stamping.
- Adakah keperluan kekasaran permukaan bahagian pengosongan terlalu tinggi.
- Sama ada terdapat kumpulan pengeluaran yang cukup besar.
Sekiranya kemampuan pembuatan bahagian tersebut terlalu buruk, anda harus berunding dengan perancang dan mencadangkan rancangan untuk menyemak semula rancangan tersebut. Sekiranya kumpulan pengeluaran terlalu kecil, kaedah pengeluaran lain harus dipertimbangkan untuk diproses.
Perancangan Proses Stamping Dan Reka Bentuk Proses Yang Optimum
- Mengikut bentuk dan skala bahagian stamping, mulailah menentukan sifat proses stamping, seperti: menumbuk, zigzag, gambar dalam, membongkok, reaming dan kaedah dan proses perancangan die stamping yang lain. Kaedah dan proses perancangan setem mati.
- Hitung tahap ubah bentuk setiap kaedah pembentukan setem. Sekiranya tahap ubah bentuk melebihi had ubah bentuk, bilangan pukulan dalam proses ini harus dikira.
- Mengikut ciri ubah bentuk dan keperluan kualiti setiap proses, susun urutan stamping yang wajar. Perhatian harus diberikan untuk memastikan bahawa zon ubah bentuk dalam setiap proses adalah zon lemah. Bahagian yang sudah terbentuk (termasuk lubang atau bentuk yang ditebuk) tidak akan mengambil bahagian dalam ubah bentuk dalam proses berikutnya. Bahagian zigzag poligonal mesti dibengkokkan terlebih dahulu di luar dan kemudian dibengkokkan Di dalam, perlu mengatur proses dan proses tambahan yang diperlukan seperti pembentukan, meratakan, dan rawatan haba.
- Pada premis memastikan ketepatan bahagian, tentukan kaedah kombinasi proses yang wajar mengikut kumpulan pengeluaran dan syarat penempatan dan pengosongan kosong.
- Untuk merancang dua atau lebih rancangan proses, dan membandingkan kualiti, kos, kadar pengeluaran, penajaman dan pembaikan cetakan, jangka hayat dan keselamatan operasi, dan lain-lain, untuk memilih rancangan proses terbaik.
- Mula menentukan peralatan stamping setiap proses.
Perancangan dan reka bentuk kosong bahagian stamping
- Mengikut sifat bahagian stamping, hitung dimensi tempat kosong dan buat lukisan kosong
- Mengikut sifat dan skala tempat kosong, rancang lukisan susun atur dan hitung kadar penggunaan data. Untuk merancang pelbagai rancangan susun atur, pilih rancangan terbaik antaranya melalui perbandingan.
Reka bentuk stamping die
1. Tentukan kaedah struktur acuan setiap proses pemprosesan stamping, dan buat gambarajah skematik acuan.
2. Jalankan perancangan struktur khusus untuk 1-2 proses acuan yang ditentukan, dan buat diagram operasi acuan.
Kaedah perancangan adalah seperti berikut:
- Tentukan jenis acuan: adakah acuan sederhana, acuan berterusan atau acuan komposit.
- Perancangan bahagian operasi acuan: hitung dimensi tepi cembung dan cekung dan panjang acuan cembung dan cekung, tentukan struktur acuan cembung dan cekung serta kaedah sambungan dan pelekapan.
- Tentukan lokasi dan kaedah jarak tempat kosong, dan rancang bahagian kedudukan dan jarak yang sesuai.
- Tentukan kaedah menekan, memunggah, mengeluarkan dan menolak bahagian, dan merancang plat penahan yang sesuai, plat pemunggah, dan blok penolak.
- Perancangan asas acuan: termasuk perancangan asas acuan atas dan bawah dan kaedah panduan, dan asas acuan standard juga boleh dipilih.
- Berdasarkan penyelesaian operasi di atas, lukisan operasi acuan dibuat mengikut perkadaran. Mula-mula gunakan garis titik dua untuk membuat tempat kosong, dan kemudian buat bahagian kerja, kemudian buat bahagian kedudukan dan jarak, gunakan bahagian penghubung untuk menyambungkan bahagian di atas, dan akhirnya buat bahagian penekan dan pemunggahan pada kedudukan yang sesuai. Mengikut keadaan khas acuan, urutan di atas juga dapat disesuaikan dengan tepat.
- Lukisan operasi harus menunjukkan dimensi kontur luar cetakan, ketinggian penutupan acuan, skala kerjasama, dan kaedah kerjasama jenis merancang stamping acuan dan proses perancangan acuan. Peta kerja harus menunjukkan keperluan ketepatan pengeluaran acuan dan keadaan teknikal. Peta pekerjaan harus dibuat sesuai dengan piawaian lukisan negara, dengan bar tajuk piawai dan senarai nama terperinci. Sekiranya ia mati kosong, buat gambar susun atur di sudut kiri atas gambar kerja.
- Hitung pusat tekanan acuan dan periksa sama ada pusat tekanan dan garis tengah pemegang acuan bertepatan. Sekiranya tidak bertepatan, buat pembetulan yang sesuai dengan hasil acuan.
- Hitung daya penebuk, dan akhirnya pilih peralatan stamping, dan periksa dimensi peralatan die dan stamping yang berkaitan (ketinggian tertutup, permukaan kerja, dimensi alat pegangan mati, dll.).
Harap simpan sumber dan alamat artikel ini untuk dicetak semula: Kaedah Dan Langkah Reka Bentuk Stamping Die
Minghe Syarikat Die Casting dikhaskan untuk pembuatan dan menyediakan Bahagian Casting yang berkualiti dan berprestasi tinggi (bahagian logam die casting merangkumi terutamanya Pemutus Die-Thin-Wall,Pemutus Die Hot Chamber,Pemutus Dewan Sejuk, Perkhidmatan Pusingan (Die Casting Service,Pemesinan Cnc,Membuat acuan, Rawatan Permukaan). Sebarang pemutus die aluminium adat, magnesium atau pemutus zamak / zink dan syarat pemutus lain dipersilakan untuk menghubungi kami.

Di bawah kawalan ISO9001 dan TS 16949, Semua proses dilakukan melalui ratusan mesin die casting canggih, mesin 5 paksi, dan kemudahan lain, mulai dari blaster hingga mesin basuh Ultra Sonic. Minghe tidak hanya memiliki peralatan canggih tetapi juga memiliki profesional pasukan jurutera, pengendali dan pemeriksa yang berpengalaman untuk menjadikan reka bentuk pelanggan menjadi kenyataan.

Pengilang kontrak die casting. Keupayaan merangkumi bahagian pemutus aluminium ruang sejuk dari 0.15 lbs. hingga 6 lbs., penyusunan perubahan cepat, dan pemesinan. Perkhidmatan bernilai tambah merangkumi penggilap, getaran, deburring, peledakan tembakan, lukisan, penyaduran, pelapisan, pemasangan, dan perkakas. Bahan yang dikerjakan merangkumi aloi seperti 360, 380, 383, dan 413.

Bantuan reka bentuk pemutus zink / perkhidmatan kejuruteraan serentak. Pengilang khas tuangan die zink ketepatan. Casting miniatur, coran die tekanan tinggi, tuangan acuan multi-slaid, coran acuan konvensional, die die unit dan die die bebas dan coran tertutup rongga boleh dihasilkan. Casting boleh dibuat dengan panjang dan lebar hingga 24 in. Dalam toleransi +/- 0.0005 in.

Pengilang die cast magnesium yang diperakui ISO 9001: 2015, Keupayaan merangkumi pemutus die magnesium bertekanan tinggi hingga 200 tan ruang panas & ruang sejuk 3000 tan, reka bentuk perkakas, penggilap, pengacuan, pemesinan, serbuk & lukisan cecair, QA penuh dengan keupayaan CMM , pemasangan, pembungkusan & penghantaran.

ITAF16949 diperakui. Perkhidmatan Casting Tambahan Termasuk pemutus pelaburan,pemutus pasir,Pemutus Graviti, Pemutus Buih yang Hilang,Pemutus Sentrifugal,Pemutus Vakum,Pemutus Acuan Kekal,. Keupayaan merangkumi EDI, bantuan kejuruteraan, pemodelan pepejal dan pemprosesan sekunder.

Industri Pemutus Bahagian Kes Kajian untuk: Kereta, Basikal, Pesawat, Alat muzik, Kapal air, Peranti optik, Sensor, Model, Peranti elektronik, Penutup, Jam, Mesin, Mesin, Perabot, Perhiasan, Jig, Telekomunikasi, Pencahayaan, Peranti perubatan, Perisian fotografi, Robot, Arca, Peralatan bunyi, Peralatan sukan, Perkakas, Mainan dan banyak lagi.
Apa yang boleh kami bantu anda lakukan seterusnya?
∇ Pergi ke Laman Utama Untuk Die Casting China
→Bahagian Pemutus-Ketahui apa yang telah kami lakukan.
→ Petua Berat Tentang Perkhidmatan Casting Die
By Pengilang Minghe Die Casting Kategori: Artikel Berguna |Material Tags: Pemutus Aluminium, Pemutus Zink, Pemutus Magnesium, Pemutus Titanium, Pemutus Keluli Tahan Karat, Pemutus Tembaga,Pemutus Gangsa,Menghantar Video,Sejarah Syarikat,Pemutus Die Aluminium | Komen Mati







