
Proses Baru Pangkalan Penyejuk Air Aluminium Die-type jenis W
Dengan perkembangan pesat power pack, kenderaan elektrik, dan teknologi pembuatan motor bawah tanah, struktur kerangka aluminium berpendingin air digunakan secara meluas dalam pembuatan motor. Motor kenderaan elektrik tenaga hijau dan mesra alam, penjana pek kuasa EMU berkelajuan tinggi, motor bas lapangan terbang, dan motor daya tarikan magnet kekal lalu lintas bandar yang menggunakan rel kebanyakannya menggunakan pangkalan yang disejukkan dengan air aluminium cor. Kesan pelesapan haba yang baik dari kerangka pemutus yang disejukkan dengan air adalah kunci untuk memenuhi keperluan pembuatan motor. Proses pembuatan utama merangkumi teknologi peleburan logam, teknologi pembentukan, teknologi pemasangan, teknologi pemprosesan dan aspek lain. Sama ada struktur asas mesin berpendingin air aluminium cor adalah wajar, dan kualitinya secara langsung mempengaruhi kebolehpercayaan operasi, produktiviti tenaga kerja dan faedah ekonomi jenis motor ini. Struktur aplikasi Struktur rangka berpendingin air aluminium cor yang berpatutan dapat meningkatkan kebolehpercayaan operasi rangka motor jenis ini, memendekkan kitaran pembuatan, menjimatkan kos pembuatan, dan meningkatkan produktiviti pekerja dan faedah ekonomi.
1. Status teknologi pengeluaran semasa bingkai yang disejukkan dengan air
1.1 Kaedah proses
Kaedah pembuatan asas aluminium berpendingin air dalam industri yang sama di dalam dan di luar negara merangkumi: pemutus pasir terpadu, pemutus pasir berpecah, pengacuan penyemperitan, dan lain-lain. Proses pemutus keseluruhan adalah: pembuatan kotak teras acuan-pengeluaran teras pasir acuan pasir- produk peleburan aluminium-peleburan-pencucian-produk siap Proses pemecahan pemisahan adalah: pembuatan kotak inti acuan-pembuatan inti pasir pasir pembuatan-aluminium peleburan-kotak pemasangan-menuangkan-pembersihan-pemprosesan-kimpalan-pemasangan untuk membentuk asas kosong. Proses cetakan penyemperitan adalah: pembuatan acuan-aluminium peleburan peleburan-menuangkan jongkong aluminium-tekanan tinggi penyemperitan-pengelasan-pengelasan-mesin asas kosong.
1.2 Kekurangan kraf dan kaedah tradisional
Masalah kerangka pemutus aluminium cor terpadu yang disejukkan dengan air adalah hasil rendah dari kerangka dan kitaran pembuatan yang panjang. Masalah terbesar adalah sukar membersihkan teras pasir saluran air dan sukar untuk membetulkan teras pasir saluran air; struktur kerangka berpecah air aluminium berpecah pasir mempunyai masalah. Proses pengeluarannya membebankan, kitarannya terlalu panjang, kualitinya sukar dikendalikan, dan silinder dalaman dan luaran perlu diproses terlebih dahulu, dan permukaan akhir dilekatkan dan dikimpal, yang mudah bocor setelah diproses; struktur alas berpendingin air aluminium cor yang diekstrusi: dibatasi oleh jumlah tekan, besar Pangkalan mesin tidak dapat direalisasikan, dan terdapat risiko kebocoran air kerana jahitan kedap dan kimpalan yang perlu diproses. Selalunya, pangkalan mesin bocor kerana masalah kualiti kimpalan, yang mempengaruhi prestasi asas mesin dan bahkan menyebabkan motor terpecah.
2. Konsep dan Matlamat Kaedah Proses Baru
Dengan menganalisis kekurangan kaedah proses tradisional, proses baru dicadangkan, ciri-cirinya meliputi:
- 1) Pemutus cetakan satu kali tekanan tinggi di dalam dan di luar.
- 2) Ciri-ciri struktur saluran penyejukan terbentuk pada satu masa dengan silinder dalaman dan luaran.
- 3) Menghilangkan langkah pemprosesan yang sukar dan panjang saluran air penyejuk dari pangkalan mesin.
- 4) Jahitan kimpalan dikendalikan di bahagian dalam bebibir, dan jahitan kimpalan tidak boleh diproses, yang dapat menyelesaikan masalah tekanan dan kebocoran air dari pangkalan mesin semasa proses kimpalan.
- 5) Siapkan struktur penentuan kedudukan dan penyaluran di dinding saluran air untuk meningkatkan kebolehpercayaan pangkalan mesin.
- 6) Pembentukan lengan pemanasan gangguan.
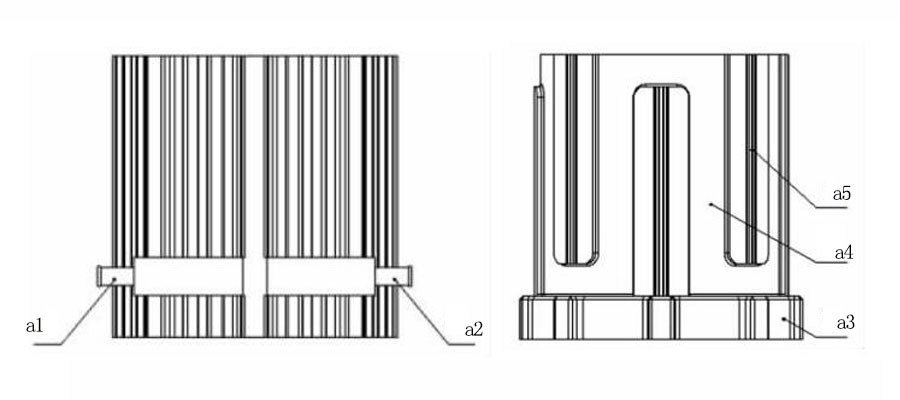
- a1: masuk
- a2: Jalan air
- a3: Flange pelindung silinder dalaman dan penutup hujung
- a4: Jalan Penyejukan
- a5: Kunci Panduan Anti Air
3. Proses Pelaksanaan Khusus Proses Baru
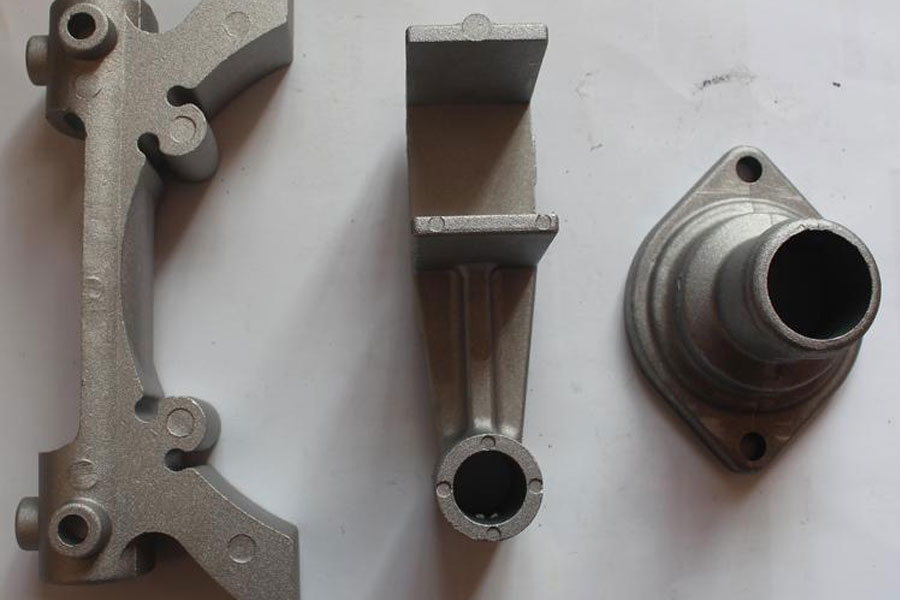
Proses proses die-casting baru adalah: pembuatan acuan-aloi peleburan-die casting-lengan panas-kimpalan-alas kosong. Saluran air silinder dalaman dan luaran dibentuk dengan kaedah die casting, tidak diperlukan pemprosesan. Manfaatkan sepenuhnya ciri-ciri die-casting, speed laju, permukaan tinggi, menggunakan teknologi die-casting, die-casting ke dalam silinder luar dan dalam. Struktur saluran berbentuk W dan alur W panduan dilemparkan pada silinder dalaman seperti yang ditunjukkan dalam Rajah 2; silinder luar dilemparkan dengan struktur panduan dan pengunci, silinder dalaman dan luaran dipanaskan pada masa yang sama, dan kemudian silinder dalam dan luar dipanaskan seperti yang ditunjukkan dalam Rajah 3.

Meterai dikimpal ke alas kosong seperti yang ditunjukkan pada Gambar 4. Kelebihan proses baru adalah:
- 1) Silinder dalaman dan luaran dibentuk secara langsung oleh die-casting tanpa memproses saluran air.
- 2) Silinder luar mempunyai bebibir dalam, dan silinder dalam mempunyai bebibir luar untuk melindungi kimpalan.
- 3) Silinder dalaman dan luaran dipanaskan terlebih dahulu untuk pemanasan gangguan.
- 4) Sediakan alat panduan dan kunci untuk memastikan kebolehpercayaan pangkalan.
4. kesimpulan
Proses pengeluaran baru kerangka air berbentuk W adalah preseden dalam industri pembuatan motor profesional domestik. Berdasarkan penyerapan teknologi pembuatan kerangka aluminium cor domestik dan asing, digabungkan dengan struktur pemutus, kaedah proses khas digunakan untuk merealisasikan pembuatan bingkai berpendingin air aluminium cor berbentuk W Dalam proses tersebut, ciri-ciri tekanan tuang sepenuhnya digunakan, lengan gangguan pemanasan digunakan, perlindungan pengelasan dan struktur pencegahan kebocoran air disusun dengan bijak, dan pembuatan alas mesin berpendingin air aluminium cor berbentuk W direalisasikan. Memendekkan kitaran pengembangan produk, mengurangkan kesukaran dan intensiti tenaga kerja pengeluaran motor, memudahkan proses pembuatan komponen utama mesin elektrik, meningkatkan kebolehpercayaan pembuatan dan operasi, dan mengawal kos pembuatan motor dengan berkesan.
Harap simpan sumber dan alamat artikel ini untuk dicetak semula: Proses Baru Pangkalan Penyejuk Air Aluminium Die-type jenis W
Minghe Syarikat Die Casting dikhaskan untuk pembuatan dan menyediakan Bahagian Casting yang berkualiti dan berprestasi tinggi (bahagian logam die casting merangkumi terutamanya Pemutus Die-Thin-Wall,Pemutus Die Hot Chamber,Pemutus Dewan Sejuk, Perkhidmatan Pusingan (Die Casting Service,Pemesinan Cnc,Membuat acuan, Rawatan Permukaan). Sebarang pemutus die aluminium adat, magnesium atau pemutus zamak / zink dan syarat pemutus lain dipersilakan untuk menghubungi kami.

Di bawah kawalan ISO9001 dan TS 16949, Semua proses dilakukan melalui ratusan mesin die casting canggih, mesin 5 paksi, dan kemudahan lain, mulai dari blaster hingga mesin basuh Ultra Sonic. Minghe tidak hanya memiliki peralatan canggih tetapi juga memiliki profesional pasukan jurutera, pengendali dan pemeriksa yang berpengalaman untuk menjadikan reka bentuk pelanggan menjadi kenyataan.

Pengilang kontrak die casting. Keupayaan merangkumi bahagian pemutus aluminium ruang sejuk dari 0.15 lbs. hingga 6 lbs., penyusunan perubahan cepat, dan pemesinan. Perkhidmatan bernilai tambah merangkumi penggilap, getaran, deburring, peledakan tembakan, lukisan, penyaduran, pelapisan, pemasangan, dan perkakas. Bahan yang dikerjakan merangkumi aloi seperti 360, 380, 383, dan 413.

Bantuan reka bentuk pemutus zink / perkhidmatan kejuruteraan serentak. Pengilang khas tuangan die zink ketepatan. Casting miniatur, coran die tekanan tinggi, tuangan acuan multi-slaid, coran acuan konvensional, die die unit dan die die bebas dan coran tertutup rongga boleh dihasilkan. Casting boleh dibuat dengan panjang dan lebar hingga 24 in. Dalam toleransi +/- 0.0005 in.

Pengilang die cast magnesium yang diperakui ISO 9001: 2015, Keupayaan merangkumi pemutus die magnesium bertekanan tinggi hingga 200 tan ruang panas & ruang sejuk 3000 tan, reka bentuk perkakas, penggilap, pengacuan, pemesinan, serbuk & lukisan cecair, QA penuh dengan keupayaan CMM , pemasangan, pembungkusan & penghantaran.

ITAF16949 diperakui. Perkhidmatan Casting Tambahan Termasuk pemutus pelaburan,pemutus pasir,Pemutus Graviti, Pemutus Buih yang Hilang,Pemutus Sentrifugal,Pemutus Vakum,Pemutus Acuan Kekal,. Keupayaan merangkumi EDI, bantuan kejuruteraan, pemodelan pepejal dan pemprosesan sekunder.

Industri Pemutus Bahagian Kes Kajian untuk: Kereta, Basikal, Pesawat, Alat muzik, Kapal air, Peranti optik, Sensor, Model, Peranti elektronik, Penutup, Jam, Mesin, Mesin, Perabot, Perhiasan, Jig, Telekomunikasi, Pencahayaan, Peranti perubatan, Perisian fotografi, Robot, Arca, Peralatan bunyi, Peralatan sukan, Perkakas, Mainan dan banyak lagi.
Apa yang boleh kami bantu anda lakukan seterusnya?
∇ Pergi ke Laman Utama Untuk Die Casting China
→Bahagian Pemutus-Ketahui apa yang telah kami lakukan.
→ Petua Berat Tentang Perkhidmatan Casting Die
By Pengilang Minghe Die Casting Kategori: Artikel Berguna |Material Tags: Pemutus Aluminium, Pemutus Zink, Pemutus Magnesium, Pemutus Titanium, Pemutus Keluli Tahan Karat, Pemutus Tembaga,Pemutus Gangsa,Menghantar Video,Sejarah Syarikat,Pemutus Die Aluminium | Komen Mati







