
Lapisan Pemutus Buih Yang Hilang Untuk Bahagian Shell Berkepal Tipis Besar
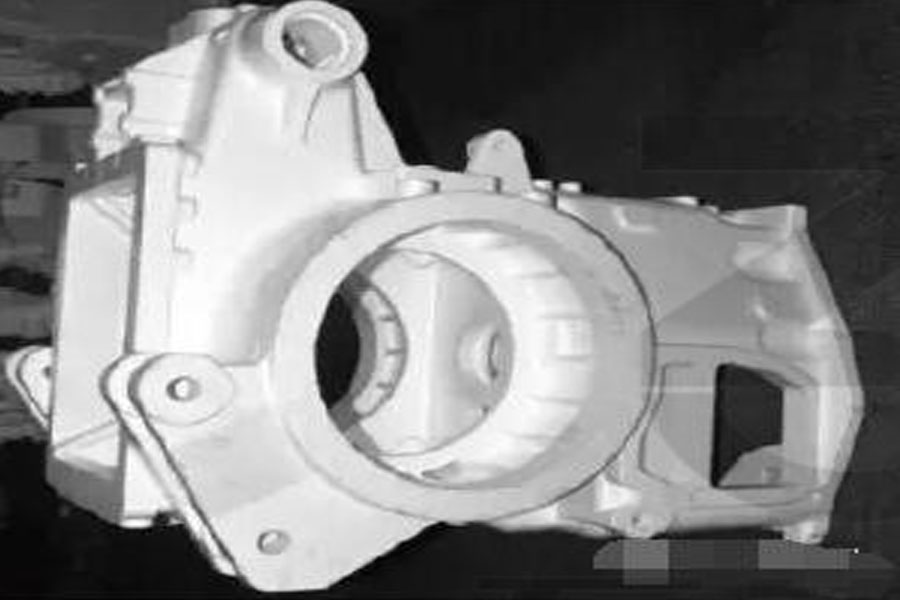
Traktor beroda tinggi berkuasa yang dibangunkan secara bebas oleh China YTO Group Co., Ltd. mempunyai sarung transmisi belakang yang besar dan struktur yang sangat kompleks (lihat Gambar 1), dengan dimensi luaran 1050mm × 925mm × 750mm, dan jumlah sebenar pemutus kira-kira 0.085m3. Berat teori adalah sekitar 615kg.
Dalam percubaan pengeluaran bahagian cangkang ini, teknologi pemutus busa yang hilang telah digunakan. Bahagian cangkang berdinding tipis dengan jumlah dan berat yang besar dan struktur rumit dihasilkan oleh teknologi ini, dan terdapat sedikit laporan dalam jurnal dan majalah yang ada. Melalui banyak produksi percubaan, didapati bahawa coran setelah menuangkan mempunyai tiga masalah berikut: satu adalah ubah bentuk pemutus, yang menjadikannya sukar untuk menjamin ketepatan dimensi pemutus; yang kedua adalah pasir berpakaian besi mudah terbentuk di rongga dalaman pemutus, yang meningkatkan kesukaran membersihkan; yang ketiga adalah permukaan pemutus. Kecacatan karbon hitam dihasilkan, menyebabkan pemutus dibuang semasa pemprosesan.
Terdapat banyak faktor yang menyebabkan kecacatan pemutus di atas, tetapi lapisan memainkan peranan penting dalam keseluruhan proses pemutus busa yang hilang. Sekiranya salutan itu sendiri tidak dirumuskan dengan betul dan prestasi pelapisannya buruk, bukan sahaja ia tidak dapat menyelesaikan masalah dengan berkesan, tetapi juga akan menyebabkan kecacatan.
- (1) Cat mempunyai daya gantung yang buruk. Cat yang digunakan dalam ujian produksi adalah cat berasaskan air, dan cetakan putih dari kotak transmisi belakang terbuat dari busa polistirena, yang tidak mudah dibasahi atau ditembusi oleh cat berasaskan air. Kelembapan yang lemah, lapisan yang buruk, dan cat tidak boleh digantung di permukaan acuan putih atau melekat dengan buruk. Di satu pihak, ia akan menyebabkan corak dilapisi berkali-kali, dan kecenderungan acuan putih berubah semasa proses pelapisan dan pengeringan meningkat. ; Sebaliknya, ia akan menyebabkan ketebalan lapisan yang tidak rata, bahkan lapisan yang tidak berterusan, dan pendedahan tempatan pada acuan putih akan menyebabkan cacat pasir melekat. Oleh kerana saiz cetakan putih besar pada casing transmisi belakang (lihat Gambar 2), daya apung yang dihasilkan semasa mencelupkan akan menyebabkan penampilannya pecah. Oleh itu, penerapan acuan putih menggunakan gabungan penyemburan dan lapisan tirai. Sifat pelapisan mengemukakan keperluan yang lebih tinggi.
- (2) Kekuatan lapisan rendah. Acuan putih dari casing transmisi belakang mempunyai isipadu besar, dinding nipis dan berketumpatan rendah. Seluruh acuan putih tidak mempunyai kekakuan yang melekat. Kekuatan pelekat lapisan pada suhu bilik tidak tinggi, dan mudah menyebabkan lapisan terkelupas dan mengalami kerosakan semasa pengeringan dan pengendalian corak. Tidak dapat dijamin bahawa coraknya mempunyai ketahanan yang cukup terhadap ubah bentuk semasa proses pengisian pasir dan pemadatan, mengakibatkan ubah bentuk; kekuatan suhu tinggi lapisan tidak Tinggi, dalam keadaan suhu tinggi, mustahil untuk mencegah kerosakan lapisan semasa proses pemutus dan pembentukan logam lebur, menyebabkan keruntuhan, pelekat pasir dan kecacatan lain, sehingga ketepatan dimensi dan kualiti permukaan pemutus tidak dapat dijamin; kekuatan sisa lapisan yang lemah akan menyebabkan Tidak mudah membersihkan lapisan dari permukaan pemutus setelah mencurahkan.
- (3) Kebolehtelapan udara lapisan kurang baik. Oleh kerana bahan produk percubaan adalah HT250, dalam ujian pengeluaran, suhu penuangan dikawal pada 1380 ~ 1430 ℃, sementara bahan cetakan putih adalah busa polistirena, yang berada dalam julat suhu 1350 ~ 1550 ℃. , Ia mula retak dengan cepat, terbakar dan menguap, dan polimer dengan berat molekul rendah cepat retak, dan sejumlah besar hidrogen dan karbon bebas diendapkan. Sekiranya kebolehtelapan udara salutan kurang baik, sebilangan besar produk pirolisis tidak dapat dieksport dengan lancar melalui salutan, yang akan menyebabkan liang dalam pemutus; jika salutan tidak dapat menyerap residu yang dihasilkan semasa pembakaran busa polistirena, pemutus terdedah kepada sisa kecacatan karbon.
Bertumpu pada kecacatan pemutus yang disebabkan oleh pelapis pada latar belakang teknikal, ia menumpukan pada pengembangan formulasi salutan dan pada masa yang sama meneroka proses pencampuran lapisan.
Perkembangan formulasi salutan
1. Komposisi dan pemilihan bahan
- (1) Lapisan busa serbuk tahan api mempunyai tiga syarat penting untuk pemilihan serbuk tahan api: Pertama, ukuran zarah serbuk tahan api mestilah agak kasar, tetapi jika terlalu kasar, ketahanan pasir lapisan akan terjejas, dan pasir anti-lekat akan diambil kira. Dan kebolehtelapan udara yang tinggi, pilih ukuran zarah 0.08 ~ 0.071mm (180/200 mesh); kedua, bentuk serbuk tahan api yang lebih bulat, lebih baik serbuk bulat mempunyai kebolehtelapan udara yang baik; yang ketiga adalah bahawa serbuk tahan api mempunyai kebolehtelapan udara yang baik; Produk pirolisis plastik busa mesti mempunyai kapasiti penjerapan. Untuk meningkatkan prestasi keseluruhan lapisan, serbuk klinker bauksit alumina tinggi (ukuran zarah 0.08mm) dan serbuk mika (ukuran zarah 0.071mm) dipilih sebagai serbuk tahan api. Serbuk bauksit alumina yang tinggi mempunyai struktur berpori dengan biji-bijian bulat, yang dapat meningkatkan kebolehtelapan udara lapisan dan kapasiti penjerapan produk pirolisis busa; serbuk mika adalah silikat berlapis dari struktur, yang tahan panas dan tahan aus, prestasi penebat, keanjalan dan kelenturan yang baik, menambahkan sebilangan serbuk mika tertentu ke lapisan dapat meningkatkan liputan, kebolehtelapan udara suhu tinggi dan kebolehterusan lapisan.
- (2) Pengikat salutan pengikat EPC adalah bahagian penting dari salutan. Ia tidak hanya memberikan kekuatan dan daya sebaran lapisan, tetapi juga mempengaruhi kebolehtelapan udara dan penggantungan lapisan. Biasanya, gabungan pengikat anorganik dan pengikat organik bukan sahaja menjamin kekuatan lapisan pada suhu bilik dan suhu tinggi, tetapi juga meningkatkan kebolehtelapan udara salutan dengan berkesan. Oleh kerana kelantangan yang besar dan dinding nipis sarung transmisi dan kotak penghantaran, untuk memastikan ketegaran, kekuatan dan kebolehtelapan udara salutan, tiga jenis pelekat, lateks putih, pati α dan serbuk RSF dengan kesan pembasahan, adalah terpilih. Ejen pengikat dicampur dan digunakan dalam bahagian tertentu. Terutama pemilihan serbuk RSF secara berkesan meningkatkan ketegaran, kekuatan dan kebolehtelapan udara lapisan.
- (3) Fungsi utama cecair pembawa adalah menyebarkan serbuk tahan api di dalamnya. Dalam pemutus busa yang hilang, dengan mempertimbangkan keperluan perlindungan lingkungan, aplikasi, pengeringan, penjanaan gas, dan biaya, mudah menggunakan air sebagai cairan pembawa. Jadikan salutan memperoleh sifat suspensi, daya sikat dan tidak mengalir yang baik.
- (4) Penggantungan salutan agen penggantungan secara langsung mempengaruhi kemampuan salutan dan kualiti pelapisan salutan, dan juga mempengaruhi prestasi operasi pelapisan. Oleh kerana saiz partikel kasar serbuk tahan api dan kelikatan lapisan yang besar, semasa menyiapkan lapisan, Lithium bentonite dan attapulgite digunakan sebagai agen penggantungan. Lithium bentonite dan attapulgite dapat membentuk struktur rangkaian tiga dimensi di dalam air. Gabungan kedua-duanya dapat meningkatkan penggantungan lapisan dan meningkatkan reologi dan prestasi proses pelapisan.
Terdapat 3 jenis tambahan tambahan berikut.
- ①Defoamer. Ia digunakan untuk menghilangkan gelembung yang terbentuk dengan pengadukan semasa proses pengeluaran lapisan.
- ②Surfaktan. Tujuan utama menambahkan sejumlah kecil surfaktan ke lapisan adalah untuk meningkatkan lekatan lapisan pada corak dan memudahkan penggunaannya.
- ③ Antiseptik. Untuk memudahkan penyimpanan dan penggunaan cat jangka panjang, sejumlah bahan pengawet ditambahkan ke cat, yang dapat dengan berkesan mencegah cat dari cendawan, kemerosotan dan kehilangan kelikatan pada musim ini dengan suhu yang lebih tinggi.
Penyelidikan prestasi salutan
1. Uji kaedah prestasi salutan
- (1) Ketumpatan cat diukur dengan kaedah penimbangan silinder lulus 100mL untuk menentukan ketumpatan cat.
- (2) Ujian kestabilan penggantungan lapisan menggunakan silinder lulus 100mL untuk menentukan kaedah kadar pemendapan 6j.
- (3) Meter Baume (digunakan di lokasi produksi) digunakan untuk menguji kepekatan cat.
- (4) Uji ketebalan lapisan: Celupkan blok sampel plastik busa yang sudah siap 100mm × 100mm × 12mm (lebih baik dari acuan putih yang telah dipotong), rendamkannya ke dalam cat campuran selama 10 detik, keluarkan, dan masukkan ke dalam suhu 50 ° C elektrik Selepas pengeringan selama 3 jam di dalam kotak pengeringan, keluarkan blok ujian dan ukur ketebalan lapisan.
- (5) Kebolehtelapan udara suhu tinggi dan ujian kekuatan suhu tinggi lapisan mengadopsi penguji prestasi pelbagai fungsi yang dikembangkan oleh Universiti Sains dan Teknologi Huazhong.
2. Prestasi lapisan busa yang hilang adalah berdasarkan formula lapisan di atas
Proses penyediaan lapisan
Banyak ujian mendapati bahawa prestasi lapisan tidak hanya berkaitan dengan formulasi lapisan, tetapi juga berkaitan dengan proses formulasi lapisan. Proses formulasi yang sama dan berlainan memberi kesan yang besar terhadap prestasi lapisan. Untuk mendapatkan lapisan dengan prestasi proses yang baik, proses penyediaan harus memastikan bahawa agen thixotropic, pengikat dan pelarut tersebar sepenuhnya, dan mempunyai penjerapan yang kuat dengan serbuk tahan api, sehingga komponen pelapisan disatukan sepenuhnya, sehingga salutan mempunyai thixotropy dan Coatability yang baik.
1. Peralatan penyediaan cat
Pengadun penyebaran berkelajuan tinggi, pengadun pasir jenis roller.
2. Kaedah penyediaan
- (1) Penyediaan lapisan serbuk basah: Tuangkan serbuk tahan api yang ditimbang ke dalam pengadun pasir pasir, campurkan selama 5-10 minit, dan kemudian tuangkan pengikat, agen penggantung dan bahan tambahan ke dalam campuran secara berurutan Di kilang, setelah mencampurkan untuk 30-40 minit, ia akan digiling dan dikemas untuk digunakan kemudian.
- (2) Penyediaan cat buburan. Timbang sejumlah cat serbuk basah, mengikut nisbah nisbah serbuk ke air 1: 0.6 hingga 0.7, timbulkan sejumlah air ke dalam baldi pencampuran cat, dan letakkan baldi cat di bawah pengadun penyebaran berkelajuan tinggi. Hidupkan pengadun penyebaran berkelajuan tinggi, dan kemudian tambahkan cat serbuk basah yang ditimbang. Kacau dengan kelajuan tinggi (800 ~ 900r / min) selama kira-kira 40 minit, kemudian kacau pada kelajuan rendah (< 600r / min) selama 2 jam. Setelah mencampurkan cat seragam, biarkan selama 24 jam, Matang sepenuhnya, dan kelembapan dapat disesuaikan mengikut keperluan darjah Baume semasa penggunaan.
Kesimpulan
- (1) Menambahkan jumlah serbuk mika yang sesuai ke serbuk tahan api dapat meningkatkan sifat lapisan dan penggantungan lapisan. Apabila corak diterapkan, lapisan yang lebih tebal dapat diperoleh pada satu masa, mengurangkan berapa kali melukis corak dan mempermudah Proses pengeluaran diperbaiki; menambahkan jumlah serbuk mika yang sesuai untuk mendapatkan ketebalan lapisan yang sama, berat keseluruhan corak selepas salutan dikurangkan, yang dapat memastikan kekukuhan dan kekuatan corak dengan berkesan; menambahkan jumlah serbuk mika yang sesuai dapat mengurangkan lapisan serbuk bauksit. Suhu penyinteran, lapisannya mudah terkelupas dari pemutus setelah dicurahkan, dan permukaan pemutus halus dan bersih.
- (2) Dalam formula pelapisan, dengan menambahkan serbuk RSF pengikat basah, lekatan lapisan pada corak busa jelas ditingkatkan, dan kekuatan lapisan diperbaiki, yang sangat penting untuk memastikan kekakuan dan kekuatan corak .
- (3) Lithium bentonite dan attapulgite digunakan dalam kombinasi. Menurut proses pencampuran yang dirumuskan untuk pelapisan busa yang hilang, telah disahkan bahawa sifat penggantungan, thixotropy dan lapisan pelapis telah diperbaiki dengan ketara. Ketebalan lapisan adalah seragam, mengelakkan cacat melekat pasir yang disebabkan oleh pendedahan acuan putih.
Harap simpan sumber dan alamat artikel ini untuk dicetak semula: Lapisan Pemutus Buih Yang Hilang Untuk Bahagian Shell Berkepal Tipis Besar
Minghe Syarikat Die Casting dikhaskan untuk pembuatan dan menyediakan Bahagian Casting yang berkualiti dan berprestasi tinggi (bahagian logam die casting merangkumi terutamanya Pemutus Die-Thin-Wall,Pemutus Die Hot Chamber,Pemutus Dewan Sejuk, Perkhidmatan Pusingan (Die Casting Service,Pemesinan Cnc,Membuat acuan, Rawatan Permukaan). Sebarang pemutus die aluminium adat, magnesium atau pemutus zamak / zink dan syarat pemutus lain dipersilakan untuk menghubungi kami.

Di bawah kawalan ISO9001 dan TS 16949, Semua proses dilakukan melalui ratusan mesin die casting canggih, mesin 5 paksi, dan kemudahan lain, mulai dari blaster hingga mesin basuh Ultra Sonic. Minghe tidak hanya memiliki peralatan canggih tetapi juga memiliki profesional pasukan jurutera, pengendali dan pemeriksa yang berpengalaman untuk menjadikan reka bentuk pelanggan menjadi kenyataan.

Pengilang kontrak die casting. Keupayaan merangkumi bahagian pemutus aluminium ruang sejuk dari 0.15 lbs. hingga 6 lbs., penyusunan perubahan cepat, dan pemesinan. Perkhidmatan bernilai tambah merangkumi penggilap, getaran, deburring, peledakan tembakan, lukisan, penyaduran, pelapisan, pemasangan, dan perkakas. Bahan yang dikerjakan merangkumi aloi seperti 360, 380, 383, dan 413.

Bantuan reka bentuk pemutus zink / perkhidmatan kejuruteraan serentak. Pengilang khas tuangan die zink ketepatan. Casting miniatur, coran die tekanan tinggi, tuangan acuan multi-slaid, coran acuan konvensional, die die unit dan die die bebas dan coran tertutup rongga boleh dihasilkan. Casting boleh dibuat dengan panjang dan lebar hingga 24 in. Dalam toleransi +/- 0.0005 in.

Pengilang die cast magnesium yang diperakui ISO 9001: 2015, Keupayaan merangkumi pemutus die magnesium bertekanan tinggi hingga 200 tan ruang panas & ruang sejuk 3000 tan, reka bentuk perkakas, penggilap, pengacuan, pemesinan, serbuk & lukisan cecair, QA penuh dengan keupayaan CMM , pemasangan, pembungkusan & penghantaran.

ITAF16949 diperakui. Perkhidmatan Casting Tambahan Termasuk pemutus pelaburan,pemutus pasir,Pemutus Graviti, Pemutus Buih yang Hilang,Pemutus Sentrifugal,Pemutus Vakum,Pemutus Acuan Kekal,. Keupayaan merangkumi EDI, bantuan kejuruteraan, pemodelan pepejal dan pemprosesan sekunder.

Industri Pemutus Bahagian Kes Kajian untuk: Kereta, Basikal, Pesawat, Alat muzik, Kapal air, Peranti optik, Sensor, Model, Peranti elektronik, Penutup, Jam, Mesin, Mesin, Perabot, Perhiasan, Jig, Telekomunikasi, Pencahayaan, Peranti perubatan, Perisian fotografi, Robot, Arca, Peralatan bunyi, Peralatan sukan, Perkakas, Mainan dan banyak lagi.
Apa yang boleh kami bantu anda lakukan seterusnya?
∇ Pergi ke Laman Utama Untuk Die Casting China
→Bahagian Pemutus-Ketahui apa yang telah kami lakukan.
→ Petua Berat Tentang Perkhidmatan Casting Die
By Pengilang Minghe Die Casting Kategori: Artikel Berguna |Material Tags: Pemutus Aluminium, Pemutus Zink, Pemutus Magnesium, Pemutus Titanium, Pemutus Keluli Tahan Karat, Pemutus Tembaga,Pemutus Gangsa,Menghantar Video,Sejarah Syarikat,Pemutus Die Aluminium | Komen Mati







