
Kesan Suhu Anil Terhadap Roll Iron Iron Ductile Chromium Molybdenum
Terpengaruh dengan proses pengecoran, gulungan besi mulur kromium molibdenum rendah yang disejuk mempunyai tekanan pemutus yang agak besar dalam keadaan as-cast, jadi diperlukan rawatan pelepasan pelepasan tekanan. Praktik telah menunjukkan bahawa suhu penyegaran pelepasan tekanan tidak hanya mempengaruhi tahap pelepasan tekanan pemutus, tetapi juga mempengaruhi struktur dan prestasi gulungan.
Menggunakan tungku elektrik aruhan frekuensi kuasa untuk mencairkan besi cair, proses penuangan menuangkan bawah, diameter permukaan kerja gulung adalah 288mm, dan komposisi ditunjukkan dalam Jadual 1. Gunakan mesin bubut untuk memotong tebal 20mm dan lebar 40mm (dimensi radial ) cincin dari lapisan sejuk yang digulung. Cincin itu dipotong menjadi beberapa sampel, yang dianil dan diperlakukan dengan panas pada suhu yang berbeza, dan kemudian struktur dan kekerasan metalografi diperhatikan.
Rajah 1 menunjukkan struktur metalografi bahagian luar cincin pemotong gulung (dekat jenis sejuk) dan bahagian dalam cincin pemotong (berhampiran inti gulung). Gambar 1a dan Gambar 1b menunjukkan bahawa struktur gulungan as-cast adalah pearlite, ledeburite dan carbide. Jumlah karbida di bahagian luar cincin singgung lebih banyak, dan jumlah mutiara lebih sedikit, dan jumlah karbida di bahagian dalam cincin tangen lebih sedikit, dan jumlah mutiara lebih banyak. . Ujian menunjukkan bahawa walaupun suhu penyepuhlindapan mencapai 600 ° C dan masa penahan adalah 4 jam, struktur gulungan masih tidak mempunyai perubahan yang jelas, seperti yang ditunjukkan pada Gambar 1c dan Gambar 1d.

(a) Seperti dilemparkan ke luar (b) Seperti dilemparkan ke dalam
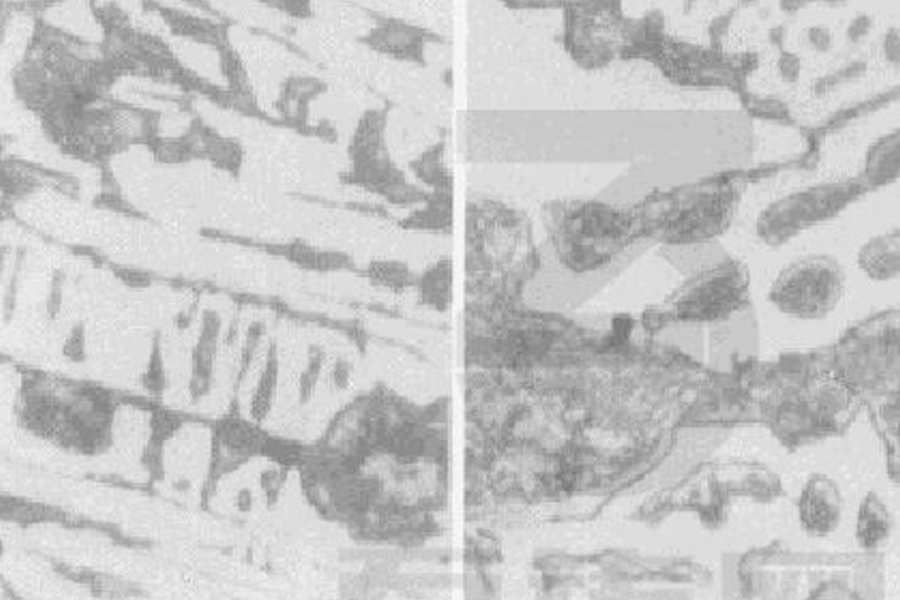
(c) Bahagian luar selepas rawatan haba 600 ℃ × 4 jam (d) Bahagian luar selepas rawatan haba 600 ℃ × 4 jam
Rajah 1 Struktur metalografi gulung
Rajah 2 menunjukkan kekerasan pada kedudukan yang berbeza dari cincin pemotong lapisan kerja gulungan dalam keadaan as-cast dan selepas perlakuan panas yang berbeza. Gambar menunjukkan bahawa kekerasan gulungan secara beransur-ansur menurun dari luar ke bahagian dalam cincin pemotong. Selepas rawatan haba, kekerasan gulungan menurun, dan penurunan kekerasan meningkat dengan peningkatan suhu rawatan haba. Apabila suhu rawatan haba mencapai 600 ° C, kekerasannya akan berkurangan. Mengikut kehendak pelanggan mengenai kekerasan gulungan, kami memilih suhu penyepuhlindapan 400 ℃ dalam pengeluaran.

Perbincangan
Pengurangan kekerasan gulung selepas rawatan haba disebabkan oleh tiga faktor. Salah satunya ialah struktur metalografi berubah semasa rawatan haba, seperti penguraian karbida. Menurut Rajah 1, walaupun suhu perlakuan panas mencapai 600 ° C, struktur gulungan masih tidak mempunyai perubahan yang ketara. Hasil ini selari dengan rajah fasa ferroalloy [1]. Dapat dilihat bahawa penurunan kekerasan gulungan tidak disebabkan oleh perubahan struktur metalografi. Yang kedua adalah bahawa unsur-unsur paduan meresap secara seragam dan tahap supersaturasi dikurangkan semasa proses rawatan haba, yang disebabkan oleh perubahan struktur mikro. Untuk menentukan kesan faktor ini, eksperimen mengukur kekerapan mikro karbida dan mutiara setelah perlakuan panas yang berbeza (lihat Gambar 3). Hasil pengukuran menunjukkan bahawa keperitan mikro pearlite dan karbida dikurangkan ke tahap yang berbeza setelah rawatan panas. Fenomena ini mesti menyebabkan pengurangan kekerasan makroskopik gulungan. Yang ketiga adalah pengurangan kekerasan makroskopik gulungan dengan menghilangkan tekanan pemutus.
Kesimpulan
Selepas gulungan besi mulur kromium molibdenum sejuk yang disejukkan dan dimanaskan dengan suhu kurang dari 600 ° C, struktur metalografi tidak berubah dengan ketara, tetapi kekerasan makroskopik dikurangkan. Apabila suhu rawatan haba kurang dari 450 ° C, kekerasan bersama menurun sedikit, dan apabila suhu rawatan haba lebih tinggi dari 600 ° C, kekerasan berkurang lebih banyak. Sebab penurunan kekerasan makroskopik adalah penurunan kekerasan mikro dan penghapusan tekanan pemutus.
Harap simpan sumber dan alamat artikel ini untuk dicetak semula: Kesan Suhu Anil Terhadap Roll Iron Iron Ductile Chromium Molybdenum
Minghe Syarikat Die Casting dikhaskan untuk pembuatan dan menyediakan Bahagian Casting yang berkualiti dan berprestasi tinggi (bahagian logam die casting merangkumi terutamanya Pemutus Die-Thin-Wall,Pemutus Die Hot Chamber,Pemutus Dewan Sejuk, Perkhidmatan Pusingan (Die Casting Service,Pemesinan Cnc,Membuat acuan, Rawatan Permukaan). Sebarang pemutus die aluminium adat, magnesium atau pemutus zamak / zink dan syarat pemutus lain dipersilakan untuk menghubungi kami.

Di bawah kawalan ISO9001 dan TS 16949, Semua proses dilakukan melalui ratusan mesin die casting canggih, mesin 5 paksi, dan kemudahan lain, mulai dari blaster hingga mesin basuh Ultra Sonic. Minghe tidak hanya memiliki peralatan canggih tetapi juga memiliki profesional pasukan jurutera, pengendali dan pemeriksa yang berpengalaman untuk menjadikan reka bentuk pelanggan menjadi kenyataan.

Pengilang kontrak die casting. Keupayaan merangkumi bahagian pemutus aluminium ruang sejuk dari 0.15 lbs. hingga 6 lbs., penyusunan perubahan cepat, dan pemesinan. Perkhidmatan bernilai tambah merangkumi penggilap, getaran, deburring, peledakan tembakan, lukisan, penyaduran, pelapisan, pemasangan, dan perkakas. Bahan yang dikerjakan merangkumi aloi seperti 360, 380, 383, dan 413.

Bantuan reka bentuk pemutus zink / perkhidmatan kejuruteraan serentak. Pengilang khas tuangan die zink ketepatan. Casting miniatur, coran die tekanan tinggi, tuangan acuan multi-slaid, coran acuan konvensional, die die unit dan die die bebas dan coran tertutup rongga boleh dihasilkan. Casting boleh dibuat dengan panjang dan lebar hingga 24 in. Dalam toleransi +/- 0.0005 in.

Pengilang die cast magnesium yang diperakui ISO 9001: 2015, Keupayaan merangkumi pemutus die magnesium bertekanan tinggi hingga 200 tan ruang panas & ruang sejuk 3000 tan, reka bentuk perkakas, penggilap, pengacuan, pemesinan, serbuk & lukisan cecair, QA penuh dengan keupayaan CMM , pemasangan, pembungkusan & penghantaran.

ITAF16949 diperakui. Perkhidmatan Casting Tambahan Termasuk pemutus pelaburan,pemutus pasir,Pemutus Graviti, Pemutus Buih yang Hilang,Pemutus Sentrifugal,Pemutus Vakum,Pemutus Acuan Kekal,. Keupayaan merangkumi EDI, bantuan kejuruteraan, pemodelan pepejal dan pemprosesan sekunder.

Industri Pemutus Bahagian Kes Kajian untuk: Kereta, Basikal, Pesawat, Alat muzik, Kapal air, Peranti optik, Sensor, Model, Peranti elektronik, Penutup, Jam, Mesin, Mesin, Perabot, Perhiasan, Jig, Telekomunikasi, Pencahayaan, Peranti perubatan, Perisian fotografi, Robot, Arca, Peralatan bunyi, Peralatan sukan, Perkakas, Mainan dan banyak lagi.
Apa yang boleh kami bantu anda lakukan seterusnya?
∇ Pergi ke Laman Utama Untuk Die Casting China
→Bahagian Pemutus-Ketahui apa yang telah kami lakukan.
→ Petua Berat Tentang Perkhidmatan Casting Die
By Pengilang Minghe Die Casting Kategori: Artikel Berguna |Material Tags: Pemutus Aluminium, Pemutus Zink, Pemutus Magnesium, Pemutus Titanium, Pemutus Keluli Tahan Karat, Pemutus Tembaga,Pemutus Gangsa,Menghantar Video,Sejarah Syarikat,Pemutus Die Aluminium | Komen Mati







